假设检验在称重传感器工艺改进中的应用
一、引言
假设检验作为统计推断的重要组成部分,是统计学中一种十分有用的方法,在制造过程中的质量改进活动中有着广泛应用。对总体分布参数作出某种假设,再应用抽样的方法抽取样本数据,根据样本观测值,运用统计分析工具检验先前所作的假设是否正确,从而决定接受假设还是拒绝假设的过程就是假设检验。
在焊接密封型称重传感器制造过程中,称重传感器的零点温度特性(以下简称:ZTC)是影响产品合格率的一个重要影响因素。而影响称重传感器ZTC的因素有很多,比如应变片的温度特性,贴片工艺,组桥电路和焊接工艺影响等等。在生产制造过程中,我们采集了很多的ZTC测试数据,并发现在焊接密封膜片前后称重传感器的ZTC有显著差别,随后我们应用了假设检验的方法验证该想法的正确性。
二、假设检验的原理与步骤
假设检验的基本思想,就是所谓概率性质的反证法:为了检验原假设H0是否正确,我们先假定这个假设H0为正确,看由此能推出什么结果,如果导致一个不合理现象的出现,则表明“假设H0为正确”是错误的,即原假设H0不正确,因此我们拒绝原假设H0,如果没有导致不合理现象出现,则不能认为原假设H0不正确,因此我们不拒绝H0。此时根据问题的需要或作进一步的试验考察或者接受H0。需要特别说明的是,概率性质的反证法的根据是小概率事件原理,该原理说“小概率事件(及概率很小的事件)在一次试验中几乎是不可能发生的”。换句话说,在假设检验中,我们做出接受H0或拒绝H0的决策,并不等于我们证明了原假设H0正确或错误,只是根据样本所提供的信息以一定的可靠程度认为H0是正确或错误。
假设检验的一般步骤如下(注:各步骤先后顺序有时并不严格如下):
(1)根据实际问题的要求,提出原假设 H0和备择假设H1。通常确定假设可以根据以下几点原则:a. 原假设H0代表一种久已存在的状态(如一种现有的生产工艺),而备择假设H1反应一种变化(如未经充分验证新的生产工艺);b. 样本观测值显示出所支持的结论,应该作为备择H1;c.尽量使后果严重的错误成为第一类错误。
(2)确定样本容量与抽样计划,得到测试数据。
(3)确定测试数据的类型,验证数据有效性。如样本数据是否为随机数,是否符合正态分布或泊松分布等?然后需要根据数据的类型和分布特点来选择Z检验,T检验等不同方法。
(4)构造检验统计量T以及拒绝域的形式。检验统计量是在原假设正确的假设下,将从样本数据中算出的样本统计量T(比如均值)转化为一个值。确定检验统计量T后,根据原假设H0与备择假设H1确定拒绝域形式。
(5)选择适当的显著性水平α,并求出临界值。在对原假设是否成立进行判断时,由于是用样本来推测总体,这就决定了有可能作出两类错误的决策:a. 原假设H0本来为正确,但我们却拒绝了H0,这类错误一般称为第一类错误,其发生概率通常记为α,即:P {拒绝H0 | H0为真} =α。b.原假设H0本来不正确,但我们却接受了H0,这类错误一般称为第二类错误,其发生概率通常记为β,即:P {接受H0 | H0不真} =β。虽然α,β都是越小越好,但是当样本容量固定时,不可能同时将α,β都控制的很小。所以α的取值大小应根据所研究的问题合理确定。一般应该考虑两个因素:首先,如果对原假设比较有信心,就要将显著水平α设定得小一些;其次,要考虑做出决策后可能造成的损失,如果犯第一类错误造成的损失很大,就要将显著水平α设定得小一些,否则,α就要相应大一些,实际应用中,α通常取一些标准化的值,如0.01,0.05,0.1等。由P {拒绝域X | H0为真}≤α出发,使得检验犯第一类错误的概率尽可能接近α。特别,当总体为连续型随机变量时,往往使它等于α,以此确定临界值,从而也就确定了拒绝域X。
(6)依据样本数据确定是否拒绝H0。由样本数据算得统计量T,把它与临界值比较,确定是否拒绝H0。
三、假设检验的应用
根据以往数据的观测值,我们已经知道膜片焊接工艺对称重传感器的ZTC有影响,按照前述的原则b,建立原假设H0:焊接工艺对传感器无影响,即:称重传感器焊接前的ZTC=称重传感器焊接后的ZTC。
根据试验方案和抽样计划,我们采集得到称重传感器焊接前的ZTC数据和称重传感器焊接膜片后的ZTC数据,如下表:
表1 称重传感器焊接后前的ZTC测试数据
|
称重传感器序号 |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 平均值 |
| 焊接前ZTC(ppm) | 9 | 39 | -7.5 | 5 | -76 | 25 | 19.3 | 29 | 5.4 |
| 焊接后ZTC(ppm) | 3 | 55.5 | 12 | -29 | -89 | 23.5 | 12 | 25.4 | -1.3 |
|
焊接前后 ZTC的变化(ppm) |
-6 | 16.5 | 19.5 | -34 | -13 | -1.5 | 31.3 | -3.6 |
将上表的数据导入Minitab进行数据有效性分析,可知测试数据符合随机性,并符合正态分布。
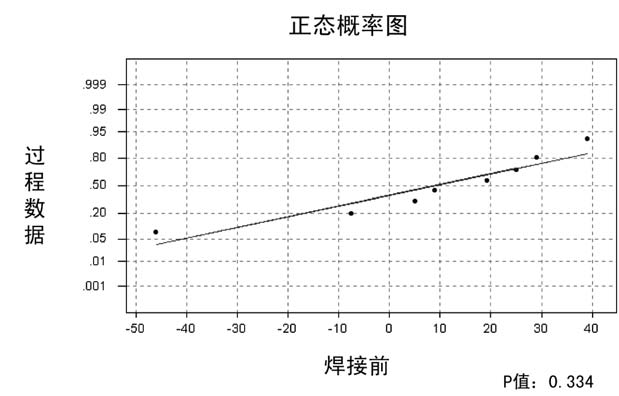
图1 焊接前ZTC的正态性检验结果
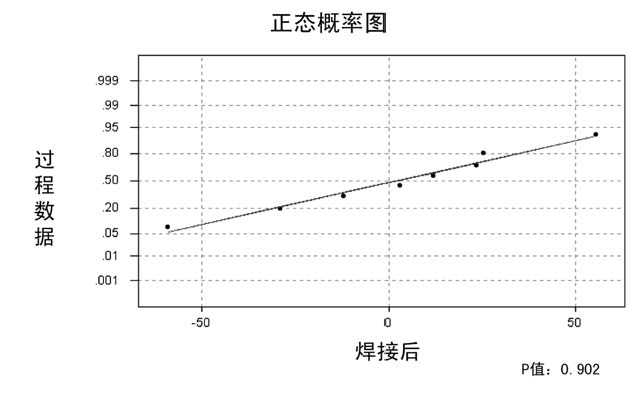
图2 焊接前ZTC的正态性检验结果
确定数据有效性以后,我们就可以构建检验统计量T。在本例中,我们应该将称重传感器配对进行分析,即将(焊接后传感器ZTC-焊接前ZTC)的差值作为一组样本观测值。然后,根据统计理论,统计量属于正态分析,可以t检验法进行验证。
一般地,设定显著性水平为α=0.05,查表得到临界值为:2.3646。
根据t检验法,使用Minitab进行计算,得到结果为:-0.97,小于临界值2.3646,故应该接受原假设。
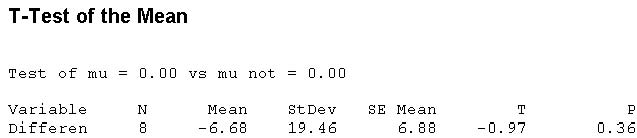
根据以上计算结果可知焊接在统计学意义上传感器没有影响,若按照传统的方法看焊接前后称重传感器的ZTC均值,或看单个称重传感器焊接前后的ZTC数据变化,则可能认为膜片焊接对称重传感器的ZTC性能有显著影响。
四、结束语
在生产过程中,通过观测到的样本统计量之间总会或多或少存在差异,造成这种差异的原因有两种可能:一是这两个或几个样本来自同一总体,其差异仅仅由于抽样误差及偶然性造成;二是这两个或几个样本来自不同的总体,即其差异不仅由抽样误差造成,而主要是由实验因素不同所引起的。这时,不能从简单的样本统计量的结果下定论,必须使用严格的条件假设检验方法来确定所观测的差异是确实存在还是偶然产生的从而得出准确的判断结果。假设检验对确定质量问题的关键因素,从而采用针对性改进措施来提高工艺水平有重要的意义。
文章来源:中国衡器网
作者:汤建华 徐修祝 梁婵
